1.はじめに
プレス加工の自動化システムは、使用素材の形態と加工工程で検討される金型の構造により、大きく下記の4種類に分類されます。
① コイルシステム(コイル材使用)
② ロボットシステム(主にブランク材使用)
③ トランスファシステム(主にブランク材使用)
④ 専用・複合加工システム
専用・複合加工システムは、加工手法や素材形態により、上記①②③の自動化システムと各種専用装置を組合せ、加工対象を絞った生産システムとして形成されるため、プレス自動加工の基本は「コイル」、「ロボット」、「トランスファ」の3形態であると言えます。
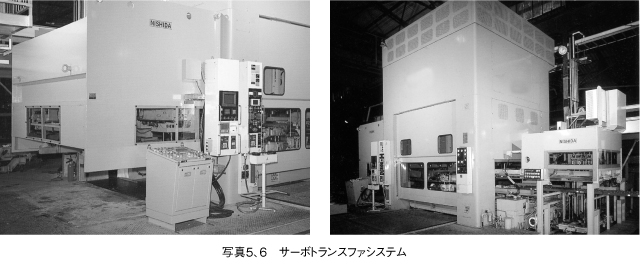
レベラーフィーダ(写真1)等の送材装置を使用し、順送加工を主体とする「コイルシステム」、タンデム加工の自動化を主に発展した「ロボットシステム(写真2)」、単発多工程加工の連続性を高め、生産性と歩留り性の向上をねらった「トランスファシステム(写真3)」は、いずれもプレス加工の自動化に欠くことのできない基本システムです。
弊社は、このようなプレス加工の自動化を含め、加工設備全体のエンジニアリング業務(設計・製造・販売・コンサルティング)を目的とし、1975(昭和50)年に創業しました。

2.プレス加工を知り尽くした技術集団
かつて、コイル素材からの順送加工が非常に合理的なプレス加工と強調され出した時期、レベラーフィーダを中心としたコイル材送り装置が多々開発され、市場を席捲した時期があります。また、大小さまざまなタンデム加工の合理化が推進され、プレス機械メーカーや自動化装置メーカー各社がロボットの開発に力を入れた時代もありました。
使用素材の多様化(材質、形状)、金型構造の進化、そしてプレス加工対象製品の広がりに従い、自動加工技術にも大きな革新が生まれ、システム機器群の過当競争も起こりました。
このようなプレス自動化の変遷の中で、弊社の主業務は「トランスファ加工システム」の開発・製造に傾注していきました。加工域が非常に広く、生産性と応用性の高い加工ですが、素材供給や金型対応などのアプリケーションを含め、加工対応が最も困難とされる分、加工付加価値も高い手法でした。
図1に参照されるように、トランスファ加工システムは、単発の複数工程加工を行う主要システムであり、プレス機械を連続運転させる中で、素材を順番に送りながら加工を進めていくシステムです。ブランク材(2次加工された各種形状の板材)を素材として使用する場合が多いが、コイル材を使用して第1工程でブランクを作り、そこから成形工程へ進んでいくケースもあります。
また写真4に示される、丸棒やパイプ材を素材としトランスファ加工を行う場合もあるため、素材供給装置にもかなりの種類と変化があります。
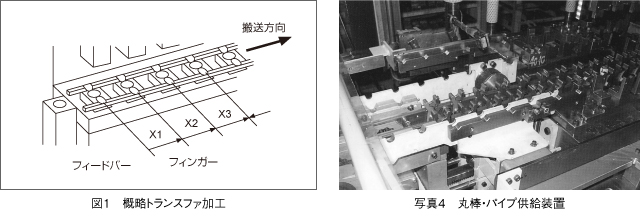
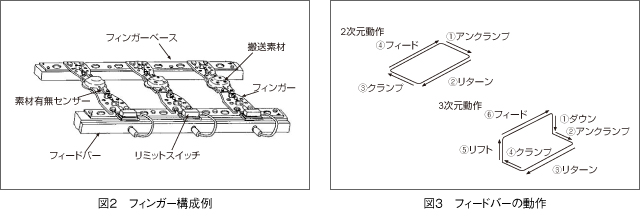
金型は単発の複数工程金型を一定のピッチ間(金型間隔:X方向)で、加工素材の搬送方向中心を基準として(Y方向)整列しなければならないため、通常ダイセット上にあらかじめ整列させた金型のユニットをトランスファ金型として扱う場合が多いです。そしてこの工程金型間を、フィードバーに取付けられた各々に異なる形状のフィンガー(図2)により素材を搬送します。また、フィードバーの動作には、2次元と3次元の動作設定(固定方式と選択方式がある)があります。(図3)
このようにトランスファ加工は、プレス機械の構造と動作、金型構造と配置位置、各種素材形状や板厚に対する供給・搬送方法、等々を熟知した上でプレス連続運転による生産性を可能な限り向上させる加工法(SPM最大化)です。
さまざまなプレス加工と自動化を経験しなければエンジニアリングが叶わない加工法と言えます。
3.サーボトランスファの価値
現在、弊社が製造しているトランスファシステムは、ほとんどが『サーボトランスファ』であり、10ton(約100kN)から3000ton(約30000kN)までのシステムを手掛けてきました。
小型システムでは3次元動作で200spmの連続運転を実現させたシステム、また大型では素材搬送に使用するフィードバー断面が250mm×250mmにも達したシステムまで、ユーザーからの要求に応えた種類は非常に多岐にわたります。
業種では自動車産業が約90%であり、加工では冷間、熱間を含めた鍛造加工用トランスファシステムの受注が多いです。
また納入形態も、新規システムとしてプレス機械も含めて納入する場合、プレス機械メーカーから依頼を受けトランスファ装置のみを取付ける場合、およびユーザーから現在使用中のプレス機械にトランスファ装置の後付け(レトロフィット)を依頼される場合等、状況に応じた納入形態が多々存在するため、すべての機種が受注対応となります。
弊社が『サーボトランスファ』に特化していった過程は、このような状況から生まれています。
現在、対象とするプレス加工は多様化が進み、プレス機械もリンクプレスやナックル式鍛造プレスからサーボプレスへと大きく変化しています。特にサーボプレスの場合、そのスライド動作は各々の加工によってパターンが決定されるため、決められた一定動作はありません。加工第一ステージまでの素材の供給では、素材の種類に合致させた搬送アプリケーションにいろいろな種類があります。
またシステムコントロールの形態では、連続加工の途中で素材ストックが無くなった場合にそこで連続停止させません。加工途中の素材に対し加工完了までシステム動作を続ける“歯抜け回路”と呼ばれるコントロールや、深絞り加工などでプレスのスライドストロークとトランスファの動作が干渉する場合にはプレスを断続運転し、その間にトランスファ動作を行う“交互運転”など、さまざまな加工形態に対応しなければなりません。
このような対応性、高機能を有するのが『サーボトランスファ』です。
納入後、加工製品が変化した場合に上記のような対応を求められることもあります。
弊社はレトロフィット(後付け)も含め、複雑な加工形態や微妙な金型対応、そしてユーザーそれぞれの異なるご要望に対し、高度なセンシング技術の応用などによって「動作が見えるシステム」構築を行い、トランスファシステムの有効性を追求しています。
4.海外への進出
海外からの引合いも増えています。
プレス機械も含めた安価なシステムを受注する場合、国内のプレス機械を使用することができず海外からプレス機械を購入し、システムアップを行った後海外ユーザーに納入するケースもあります。鍛造加工用ではなく、板材成形に使用するシステムが多く、特に小型モーターケースの多工程絞り加工を行うトランスファシステムです。そのためシステム自体小型が多く、さらに価格も安価なものが求められることがほとんどです。
また、レトロフィットをご要望されるケースもあり、プレス動作に対するトランスファ動作の追従性には非常に気を使います。この点でも、メカニック的なトランスファ駆動軸取出し機構(PTO)を搭載する必要のないサーボトランスファの優位性が発揮されています。レトロフィットの対象が単純なクランクプレスの場合には、トランスファ追従の基本を「プレス機械の停止」に置き、プレス機械動作のセンシングを確実に行うことで、安全なシステム動作を確保することができます。
国内・海外を問わず、トランスファシステムの受注には、やはりプレス機械や金型を含めたプレス加工全体を熟知していることが条件となります。
5.システムメーカー指向を強くする
別会社ニシダテクノス株式会社を設立しました。業務の分化を図ることが目的であり、ニシダ精機は“装置メーカー”として、新会社ニシダテクノスは“トータルシステムメーカー”としての新しい業務を強く打出したいと考えています。
弊社の大きな特徴の一つに、部品内製化率の高さがあります。熱処理・表面処理を除き、ほとんどの部品を内製しており、金額比での内製化率は90%を超えます。同等製品でのコスト競争力が極めて高いことがリピート率の高さにもつながっています。
ニシダテクノスでは、45トン(約450kN)~150トン(約1500kN)の高速トランスファプレスを開発しています。プレスの駆動方式はサーボ式とメカ駆動式とし、そこにサーボトランスファを搭載した『サーボ加工システム』として販売を開始しました。鍛造加工・成形加工を対象とした多工程深絞り加工に対応する専用システムです。
今後も、持てる強みを最大限生かしたトランスファシステムの開発・製造に精進してまいります。